

“一个流”单元生产方式通过丰田生产模式转变而来,其实就是精益生产了。我们知道精益生产模式的思想源于日本丰田生产模式,后来被美国人总结成为现在流行的LP。其实在日本最先应用此生产模式的是电子厂,到现在为止能够很好的应用LP的“一个流”的应该是电子厂。LP来源于流水线,他是对流水线的升级。我们知道老福特让汽车的大批量生产成为现实,是一个时代的标志。可是当时老福特说过一句经典名言:“顾客想要什么颜色的汽车都可以——只要他是黑色”。当时能够买到汽车已经很满足了,所以客户得到了满足。可是随着个性化需求的提升以及供大于求的加剧,市场希望企业为客户提供个性化的服务。LP产生了!Lean Production中文译名为:精益生产,是通过《改变世界的机器》一书传播的。因着我们对精益生产的学习路径不同产生了以下四种称呼:“零库存”、“精益生产”、“精实生产”、“NPS”,现在广为应用的是:“精益生产”。
二, LP生产模式本身又分为三种生产模式:
1,分割式;2,逐兔式;3,屋台式。
1, 屋台式单元生产线,指的是一位作业员拥有一条拥有一条单独的生产线。

作业方法:一人完结
最佳生产布局:U型布局
物料流动:一个流
1, 逐兔式单元生产线,作业方式和屋台式一样,不同的地方是多人拥有一条生产线。

作业方法:一人完结+互相追赶
最佳生产布局:U型布局
物料流动:一个流
1, 分割式单元生产线,作业方式和逐兔式一样,不同的地方是每个人放弃了一些制作工序。
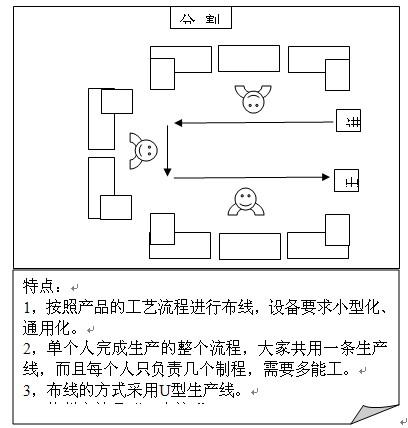
作业方法:分工作业+互助协作。
最佳生产布局:U型布局
物料流动:一个流
二, 物流的传递方式有三种:
传递方式 | 员工需求 | 设备要求 |
机不动人动 | 高多能工需求 | 设备间距减小或增加一个物料桌。 |
机动人不动 | 较高多能工需求 | 传送带或者滑板等物料自动传动设备 |
人机都不动 | 低多能工需求 | 人工搬运,设备间距减小。 |
三, “一个流”及单元生产要求的五原则是:
1, 从“不连续”到“连续”的流水线——设施规划
2, 从“大”流到“小”流生产——批量
3, 从“推动式”到“拉动式”——物料方法
4, 从“大波浪”到“小波浪”——生产计划方法
5, 从“单一工”到“多能工”——作业方法
此内容此处不作详解,下节详解
 浙公网安备 33010802003509号
浙公网安备 33010802003509号

